
Obnovljene gume kao nove
Najsuvremenija tehnologija i strojevi te vodeći svjetski dobavljači omogućuju da gume obnovljene Gumiimpex postupkom imaju ista svojstva kao i potpuno nove gume uz značajno nižu cijenu.

Smanjivanje troškova važno je u svakom poslu, a pogotovo u transportnoj industriji gdje na poslovanje jako utječu operativni troškovi vozila. Jedna od važnih stavki su i gume kojih na kompoziciji može biti do 18, pri čemu su gospodarska vozila opterećena te prelaze jako puno kilometara i gume se troše puno brže nego na osobnim vozilima.
Jedan od načina smanjenja troškova guma je i protektiranje, odnosno obnova guma čime se dobiva guma koja je svojstvima identična novoj gumi, uz značajno manji trošak, odnosno i do 40 posto manje.

Da bi obnovljena guma imala identična svojstva kao i nova, potreban je prilično složeni proces te vrlo sofisticirana tehnologija i strojevi. Tvrtka Gumiimpex GRP u ponudi ima dvije vrste protektiranja, tzv. hladni postupak (iako baš i nije hladan) te tzv. vrući postupak. Istražili smo kako se gume protektiraju "hladnim" postupkom.
Sve počinje tzv. predpregledom, odnosno eliminacijom guma za koje je jasno vidljivo da ne mogu biti obnovljene. Ovaj korak djelatnici Gumiimpexa obavljaju već prilikom skupljanja guma pa se gume koje ne zadovoljavaju standard uopće ne dovoze, ali budući da jedan dio guma dovoze klijenti onda je nužno napraviti selekciju.
1. Analiza karkase
Ključ kvalitetne obnove je kvalitetna karkasa, odnosno metalna konstrukcija gume. Bez obzira na stanje gaznog sloja gume, ako je karkasa u dobrom stanju guma se može obnoviti, odnosno ako je karkasa oštećena obnova nije moguća.
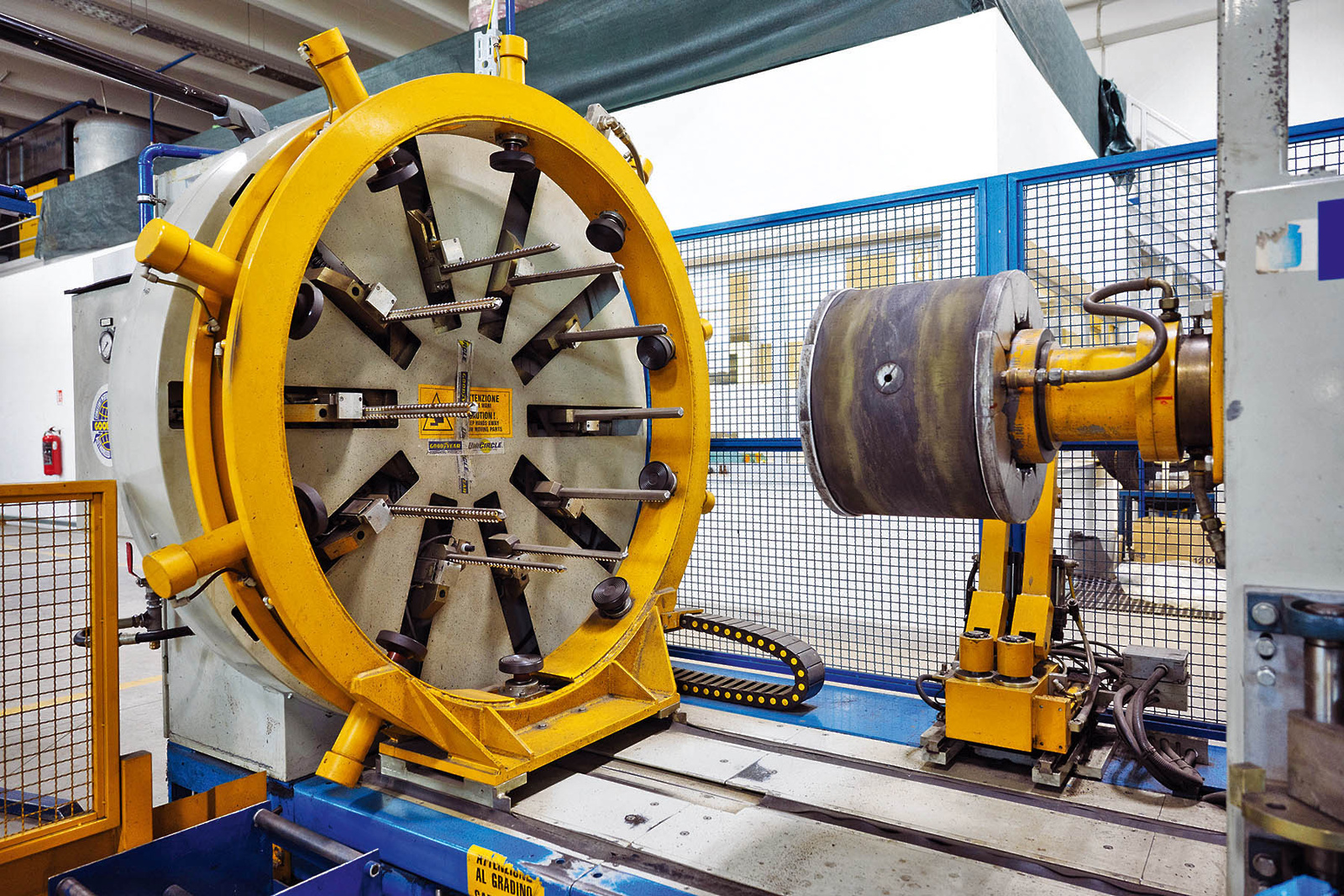
 Podtlak od 52 mb stvara suprotno opterećenje od onog prilikom eksploatacije čime eventualna oštećenja strukture gume postaju vidljiva
Podtlak od 52 mb stvara suprotno opterećenje od onog prilikom eksploatacije čime eventualna oštećenja strukture gume postaju vidljiva
Stoga je prvi korak detaljna analiza karkase koja se obavlja pod normalnim tlakom i u vakuumu, pri čemu laseri i kamere "gledaju" unutar gume, analiziraju i uspoređuju stanje karkase u različitim uvjetima te registriraju eventualne nepravilnosti.
2. Kontrola operatera
Nakon računalnog pregleda na scenu opet stupa čovjek koji detaljno pregledava gumu opipom i vizualno (sukladno propisanim procedurama) te na gumi bilježi sve ono što je važno u kasnijem procesu.

Operater pregledava krunu (gazni sloj), bokove i stope te posebno unutarnji dio gume, a dio postupka je i pregled elektromagnetnom indukcijom gdje se kroz metalne dijelove pušta struja i, ako postoji oštećenje, može doći do proboja. Tek nakon zadovoljavanja svih pregleda se guma upisuje u sustav te ulazi u proces obnove.
3. Strojno brušenje
Gume koje prođu sve kontrole dolaze na brušenje gdje CNC brusilica skida sav materijal s krune gume kako bi se, tzv. tehnički sloj, geometrijom i teksturom pripremio za prihvat novog materijala. U informacijama koje prate gumu već je definirano koji materijal (ravni ili konturirani) i koja geometrija ide na koju gumu, a o tome ovisi i način brušenja.

Iako kupac ima određenu slobodu izbora, geometriju brušenja i materijal koji će se aplicirati uvelike određuje vrsta gume (odnosno karkase) pa se na kipersku gumu neće staviti materijal guma za dugolinijski prijevoz i obratno.
Brušenje je važan korak jer se njime definira geometrija i tekstura buduće obnovljene gume (radijusi, zaobljenja, ...), a ovisno o vrstama i postupcima se izvodi i programiranje brusilice.
4. Ručno brušenje
Nakon što strojno brušenje skine većinu materijala i definira geometriju, guma ide na ručno brušenje. Ovim se čisti svako veće oštećenje koje je ostalo nakon brušenja te kontrolira koliko je duboko, odnosno je li oštetilo strukturu gume.

Nužno je doći do "zdravog" materijala, a najbliža usporedba bi bila brušenje zuba kod stomatologa gdje se prije plombiranja sve mora počistiti. Ako eventualno postoji (prihvatljivo) oštećenje metalnog dijela mora se očistiti sva korozija.
Budući da guma ima pet konstrukcijskih pojaseva, prvi zaštitni pojas štiti radne pojaseve od oštećenja i ako bi ga se i potpuno maknulo ne bi se narušila struktura gume (iako bi nestala zaštita).

U ovom koraku se još uvijek može dogoditi da se brušenjem ustanovi kako su oštećenja prevelika i da se guma ne može obnoviti, budući su točno propisana dozvoljena oštećenja pojedinih slojeva.
5. Saniranje rupa
U slučaju da guma ima rupu to ne mora značiti nepopravljivo oštećenje, jer se rupe u pravilu mogu sanirati. Pri tome se ne radi samo o zatvaranju otvora kako bi se onemogućilo istjecanje zraka, već se mora vratiti izvorna nosivost gume.

Nakon što se rupa obradi iznutra i izvana, mjeri se veličina rupe te po standardima dobavljača materijala određuje zakrpa, koja ne ovisi samo o veličini, već i poziciji rupe.
Postoje posebne zakrpe za bočni dio, posebne za rameni dio te sredinu krune, ali jednako tako i propisi koji definiraju koje se rupe ne mogu sanirati.
6. Priprema za nanos novog materijala
Nakon svih postupaka gdje se s gume skidao materijal, sada počinje nanošenje materijala. Prvi korak je nanos tankog sloja tzv. cementa, odnosno sirove gume u nekom otapalu.

Uloga cementa je da olakša prihvat novog materijala te osigura njegovo dobro prianjanje do procesa vulkanizacije. Nakon toga slijedi punjenje ‘’kratera’’ nastalih ručnim brušenjem, što se radi ručnim ekstruderom sa sirovom gumom zagrijanom na 80 stupnjeva.
Ako se opet vratimo na usporedbu sa stomatologijom, ovo bi onda bilo plombiranje. Slijedi postavljanje tzv. ramene trake sirove gume na rameni dio gume.
7. Međusloj vezne gume (cushion gum)
Na pripremljenu gumu slijedi robotsko nanošenje tzv. međusloja. Robot ekstrudira tanki sloj sirove gume, zagrijane na 80 stupnjeva, koja je podloga za prihvat novog gaznog sloja.

Robot se automatski prilagođava različitim dimenzijama guma te laserskim očitanjem definira širinu potrebnog nanosa međusloja. Ovo je znatno kvalitetniji i brži proces od tradicionalnih koji nanose međusloj u traci te ga valjanjem prilagođavaju gumi.
8. Novi gazni sloj
Slijedi najvažniji korak, odnosno nanošenje novog gaznog sloja ili gradnja gume. Kad se guma postavi na uređaj napravi se jedan puni okret tijekom kojeg laserski senzor mjeri opseg gume koji je nužan za određivanje potrebne duljine trake novog gaznog sloja.

Podatak o opsegu se uspoređuje s duljinom trake novog gaznog sloja, koji se moraju poklapati. Također, prilikom namatanja novog gaznog sloja jedan senzor prati količinu trake koja je preostala, a drugi preostali opseg te se tim podacima upravlja radom zateznog valjka koji cijelo vrijeme više ili manje zateže traku kako bi se dobio savršeni spoj.
9. Pritiskanje gaznog sloja
Nakon nanošenja gaznog sloja i ručnog saniranja spoja, potrebno je valjcima pritisnuti gazni spoj na podlogu kako bi se što bolje prihvatio, a valjci u isto vrijeme iz spoja istiskuju eventualni zaostali zrak.

Brzina i pritisak valjaka ovise o poziciji te je brzina najmanja na sredini gume dok se pomicanjem valjka prema ramenu gume smanjuje brzina, a povećava pritisak kako bi se osiguralo maksimalno prianjanje na kritičnom dijelu te spriječilo odvajanje materijala kod smičnih naprezanja gume (prilikom okretanja na mjestu i sl.).
10. Gazni sloj u prstenu
Osim postupka protektiranja s gaznim slojem u traci, Gumiimpex radi i protektiranja s materijalom koji dolazi u prstenu, a to omogućuje Goodyear i Marangoni.
Pripremni postupak i obrada gume su isti za oba postupka, a nekad je protektiranje s materijalom imalo prednost, koje se automatizacijom proizvodnje i preciznim apliciranjem trake izgubilo te su oba postupka praktički jednako kvalitetna. Ipak, postupak s materijalom u prstenu je nešto brži.
11. Tretiranje vakuumom
Proces još nije gotov jer se nakon aplikacije gaznog sloja gume stavljaju u omotače, vanjske i unutarnje, te izlažu vakuumu.

Ovaj korak osigurava da sve što je postavljeno ranije ostane tamo gdje treba, a u isto vrijeme će eliminirati eventualne zaostale mjehuriće zraka.

Gume u omotačima provode najmanje 20 minuta ili više dok ne počne proces vulkanizacije.
12. Vulkanizacija
Vulkanizacija je jedan od završnih koraka kojim se sirova guma prevodi iz plastičnog u elastično stanje.

Vulkanizacija ima tri osnovna uvjeta, temperaturu (110 °C), tlak od 6 bara u autoklavu i 4,5 bara koji se aplicira kroz omotače suprotno od ranijeg vakuuma te vrijeme od 195 minuta koliko je potrebno da proces završi.

U uvjetima visokog tlaka i temperature novi gazni sloj, međusloj i guma se spajaju u jednu cjelinu koja je svojstvima jednaka kao i potpuno nova guma.
13. Graviranje
Nakon vulkanizacije skidaju se omotači i proces je završen, a kao zadnji korak se na gume graviraju podaci o postupku obnove koji je korišten.

Samo licencirani postupci i dobavljači
Gumiimpex GRP u postupku protektiranja koristi tri licencirana postupka proizvođača guma Michelin RECAMIC, Goodyear NextTrade i Continental, gdje su točno propisani načini i podaci u svim koracima postupka.
Također, u svim postupcima i fazama protektiranja se koriste isključivo materijali navedenih proizvođača, a ne zamjenski i slični materijali.
 Damir Telebuh voditelj programa obnove guma u Gumiimpex GRP
Damir Telebuh voditelj programa obnove guma u Gumiimpex GRP














